- 扫描打开手机站
- 随时逛,及时抢!
焊接材料(焊接材料知识大全)
焊接时所消耗材料的通称就叫焊接材料,简称焊材;例如焊条、焊丝、金属粉末、焊剂、气体等。
焊条:
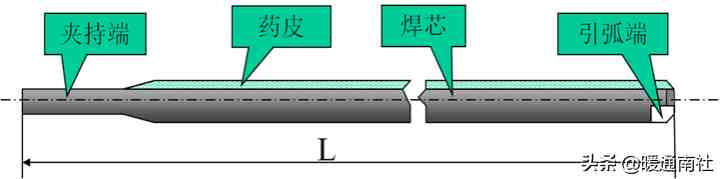
涂有药皮供弧焊用的熔化电极称为电焊条,简称焊条;焊条由焊芯和药皮(涂层)组成。
1.焊芯:
焊条中被药皮包覆的金属芯称焊芯。
焊芯既是电极(传导电流)又是填充金属(与熔化的母材结合形成焊缝)。
2.药皮:
药皮是矿石粉末、铁合金粉、有机物和化工制品等原料按一定比例配制后压涂在焊芯表面上的一层涂料。
作用:
1)机械保护(气、渣联合保护)
产生气体和熔渣,隔绝空气,防止熔滴和熔池金属与空气接触;凝固的渣壳覆盖在焊缝表面,可防止高温的焊缝金属被氧化和氮化;
2)冶金处理(脱氧、去磷、去硫、合金化)
去除有害元素,补充合金元素。
3)改善焊接工艺性能 (稳弧)
使电弧易引燃,燃烧稳定,飞溅小,焊缝成形美观,易脱渣,适宜全位置焊等。
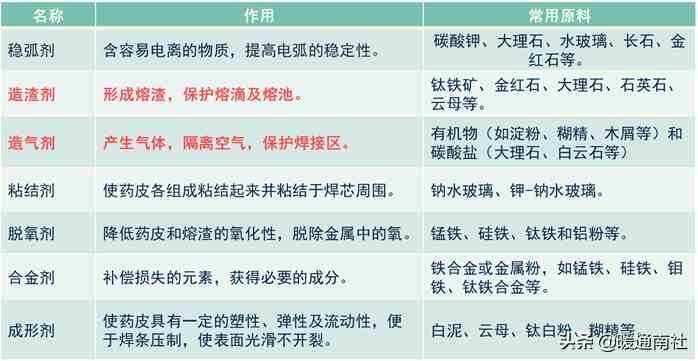
药皮的组成:
焊条:
1)按熔渣的碱度分类:
a.酸性焊条:
特点:
(1)药皮中含有较多的酸性氧化物。如FeO、SiO2, TiO2等;
(2)工艺性好,焊缝成形美观,波纹细密;
(3)熔渣的氧化性强;
(4)交、直流两用。
b.碱性焊条(低氢焊条)
特点:
(1)药皮中含有较多的碱性氧化物。如大理石(CaCO3)、萤石(CaF2);
(2)焊接时产生CO2和HF、降低了焊缝含氢量,所以又称低氢焊条;
(3)焊缝塑性、韧性较高,工艺性及成形不如酸性焊条,一般采用直流反接。
2)按焊条的用途分类
结构钢焊条、耐热钢焊条、不锈钢焊条、堆焊焊条、低温钢焊条、铸铁焊条、镍和镍合金焊条、铜及铜合金焊条、铝及铝合金焊条以及特殊用途焊条。
3)按药皮的化学成分分类
氧化钛型焊条、氧化钛钙型焊条、钛铁矿型焊条、氧化铁型焊条、纤维素型焊条、低氢型焊条、石墨型焊条及盐基型焊条。
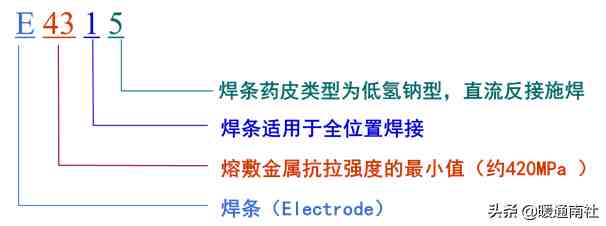
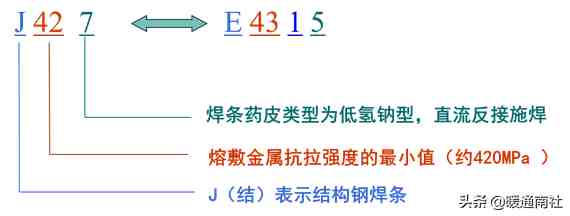
焊条型号是以焊条国家标准为依据,反应焊条主要特性的一种表示方法。焊条的型号包括以下含义:焊条类别、焊条特点(焊芯金属类型、使用温度、熔敷金属化学成分、抗拉强度等)、药皮类型及焊接电源。
焊条牌号是根据焊条的主要用途、性能特点对焊条产品的具体命名。电焊条的牌号共分为十大类,如结构钢焊条、耐热钢焊条、不锈钢焊条等。
工艺性能指标:
1)电弧稳定性:电弧容易引燃,并且保持稳定燃烧(不产生断弧、漂移和磁偏吹等)的程度。
2)焊缝成形:成形良好-是指表面光滑,波纹细密美观、焊缝几何形状及尺寸正确。
3)各种位置焊接的适应性
全位置焊接适应性-所有焊条都能进行平焊,但对于横焊、立焊、仰焊,有些焊条就不适应了,故它们的全位置焊接性能不好。

4)飞溅:焊接过程中由熔滴或熔池中飞出的金属颗粒称为飞溅。

5)脱渣性:是指焊后从焊缝表面清除渣壳的难易程度。
6)焊条熔化速度
是焊条施焊时单位时间内熔化焊芯的质量和长度;相对而言,熔化速度越大越好。
7)焊条药皮的发红
是指焊条在使用到后半段时,由于药皮温度过高而发红、开裂或药皮脱落的现象。
8)焊接烟尘
焊条的选用原则:
a.等强度原则-是指所选用焊条熔敷金属的抗拉强度与被焊母材金属的抗拉强度相等或相近。
b.等韧性原则-是指所选用焊条熔敷金属的韧性与被焊母材金属的韧性相等或相近。
c.等成分原则-是指所选用焊条熔敷金属的化学成分符合或接近母材金属。
焊条的储存:
1)焊条必须分类、分型号、分规格存放,避免混淆。
2)必须存放在通风良好、干燥的库房内。重要焊接结构使用的焊条,特别是低氢型焊条,最好储存在专用的库房内,控制室内温度5℃以上,相对湿度不超过60%。
3)焊条必须放在离地面和墙壁的距离均在0.3m以上的木架上,以防受潮变质。
焊丝:
如今随着焊接科技的进步,在焊接领域中,不断地向机械化、自动化发展,不仅能获得更高的生产效率和更好的焊接质量,还大大地改善了生产劳动条件,而为了更好得实现焊接的机械化、自动化,就是用焊丝为焊材的。

焊接时作为填充金属或同时用来导电的金属丝叫做焊丝。
焊丝的分类:
a.按制造方法和焊丝的形状分类:
可分为实心焊丝和药芯焊丝两大类。
b.按其适用的焊接方法分类:
可分为埋弧焊焊丝、气保焊焊丝、电渣焊焊丝、堆焊焊丝和气焊焊丝等。
c.按被焊金属材料的性质分类:
可分为碳钢焊丝、低合金钢焊丝、不锈钢焊丝、镍基合金焊丝、铸铁焊丝和特殊合金焊丝等。
d.按是否镀铜分类:镀铜焊丝和无镀铜焊丝。
实心焊丝:将线材直接拉拔成目标线径而成的,没有药粉的焊丝就叫实心焊丝。

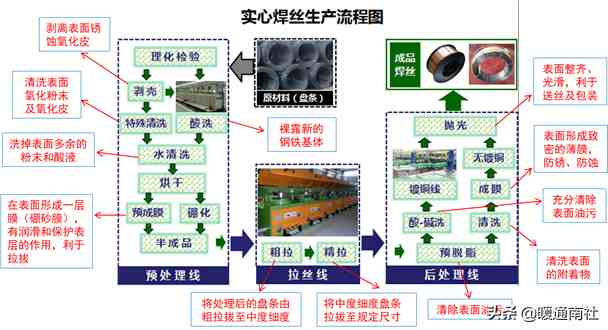
实心焊丝的生产过程:
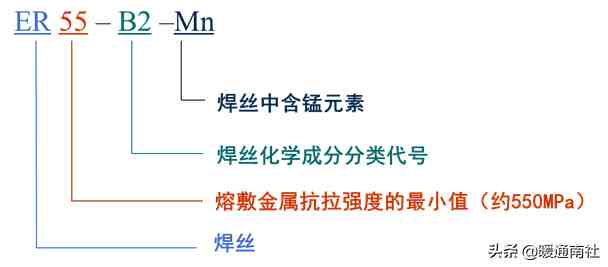
实心焊丝的型号:
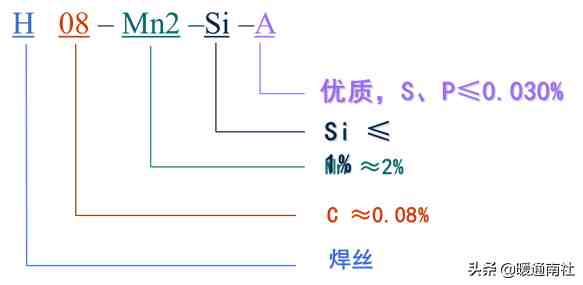
实心焊丝的牌号:
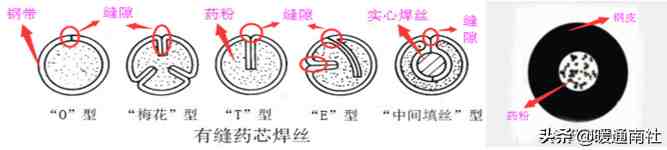
药芯焊丝:将薄钢带卷成不同的截面形状,在其中填充药粉,经拉制而成的一种焊丝叫做药芯焊丝。
填充的药粉称为药芯,其作用效果与焊条药皮类似。

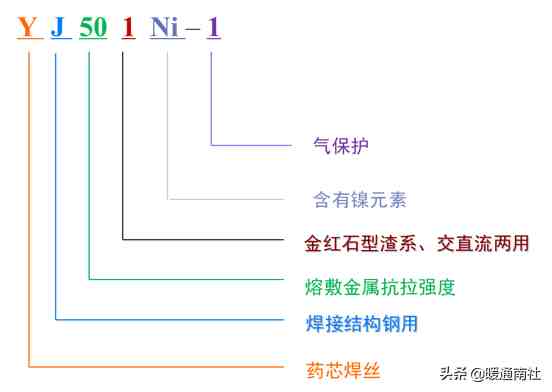
药芯焊丝的型号:

药芯焊丝的牌号:
根据焊丝结构,药芯焊丝可分为:有缝和无缝。
无缝药芯焊丝可以镀铜,性能好、成本低,已成为今后发展的方向。
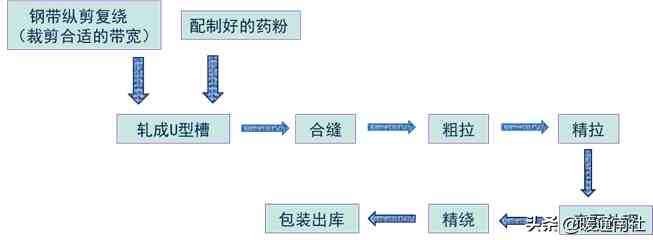
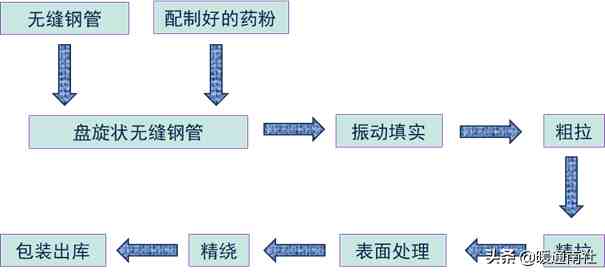
药芯焊丝的生产过程:
对于有缝药芯焊丝的生产,常用“钢带法”;
对于无缝药芯焊丝的生产,常用“钢管法”。
a.钢带法:
b.钢管法:
药芯焊丝的优缺点(相对实心焊丝):
优点:飞溅小,熔敷速度快,生产效率高;对各种钢材的焊接,适应性强;工艺性能好,焊缝成形美观;可用较大焊接电流进行全位置焊接。
缺点:焊丝制造过程复杂,成本高;焊丝外表容易锈蚀,粉剂易吸潮;焊接时,送丝较实心焊丝困难且烟尘大。
焊剂:
埋弧焊焊接工艺中不可或缺的焊接材料-焊剂。

焊接时熔化形成熔渣和气体,对熔化金属起保护和冶金作用的一种颗粒状物质就叫焊剂。

作用:
1)保护熔池金属;
2)向熔池补充合金元素。
焊剂的分类:
(1)按用途分类:可分为埋弧焊焊剂、电渣焊焊剂及堆焊焊剂;
(2)按制造方法分类:可分为熔炼焊剂和非熔炼焊剂。
(3)按熔渣的碱度分类:可分为酸性焊剂、中性焊剂和碱性焊剂。
a.熔炼焊剂:将一定比例的各种配料放入炉内熔炼,经过水冷粒化、烘干、筛选而制成的焊剂。
特点:
1)不易吸潮,通常在使用前不用干燥;
2)未熔化的焊剂,可以重复使用;
3)熔化后,急速冷却,通常呈玻璃状;
4)熔炼焊剂中不能向熔池大量添加合金元素,只能过渡极少量的。
熔炼焊剂:
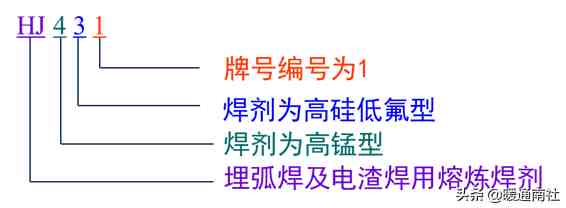
主要成分:
SiO2:40~44%;MnO:32~38%;
CaF2:3~7%;CaO:≤8%。
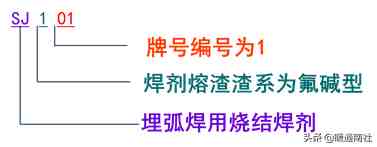
b.非熔炼焊剂:
把各种粉料按配方混合后加入黏结剂,制成一定粒度的小颗粒,经烘焙或烧结后得到的焊剂,称为非熔炼焊剂。
经低温(400℃以下)烘焙而成的焊剂就叫黏结焊剂;
经高温(700~1000℃)烧结而成的焊剂就叫烧结焊剂。
特点:
1)吸潮性比较大,使用前必须再烘干;
2)制造简单,适用性强。
烧结焊剂:
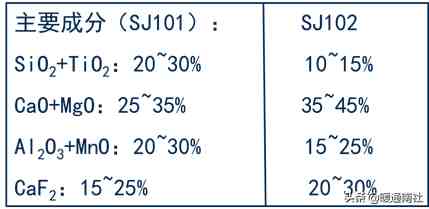
按熔渣碱度分类:
(1)酸性焊剂(碱度B<1.0)
熔渣以酸性氧化物为主,焊接工艺性能良好,焊缝成形美观;焊缝金属含氧量高,低温冲击韧性较低。
(2)中性焊剂(碱度1.0~1.5)
熔敷金属的化学成分和焊丝的化学成分相近,焊缝金属含氧量有所降低。
(3)碱性焊剂(碱度B>1.5)
熔渣以碱性氧化物和氟化钙为主,焊缝金属含氧量低,冲击韧性较高,抗拉性好。

现代尖端科技工程中,如航空板翅散热器、火箭外壳、发动机喷管等,都是些高、精、尖的科技产品,容不得半点瑕疵,产品质量上几乎都要完美无缺。在这一点上,由于钎焊技术具备热影响小、精度高、适用性广、焊接效率高等优点,可实现多焊缝、高精度、复杂零部件的连接,广泛应用于高科技尖端领域的焊接,而钎焊工艺中,钎料具有决定性的作用。
钎料:

为实现两种材料(或零件)的结合,在其间隙内或间隙旁所加的填充物叫做钎料。
1.钎料需满足的条件:
(1)合适的熔点(比母材低几十度);
(2)具有良好的润湿性;
(3)与母材充分溶解、扩散;
(4)成分均匀稳定;
(5)具有经济性、安全性(少用贵金属和有毒金属)。
2.钎料的分类:
1)按熔点分类
软钎料(易熔钎料)-熔点低于450℃的钎料,如:锡铅钎料、镉银钎料、铅银钎料等;
硬钎料(难容钎料)-熔点高于450℃的钎料,如:铝基、铜基、银基、镍基钎料等。
2)按主要化学成分分类
根据钎料主要金属元素,相应称为基钎料,如钎基钎料、锌基钎料等。
3)按形状分类
可分为丝、棒、片、箔、粉状或特殊形状钎料(例如环形钎料或膏状钎料等)。
3.钎料的应用:
(1)软钎料:主要用于焊接受力不大、工作温度较低的工件,如各种电器导线的连接及仪器、仪表元件的钎焊等电子线路的焊接。
(2)硬钎料:主要用于焊接受力较大、工作温度较高的工件,如自行车架、硬质合金刀具、钻探钻头等机械零部件的焊接。

在进行钎焊焊接工艺时,为了能够获得更加良好的焊接接头,我们有必要根据钎料的不同,合理地搭配钎剂,共同作为钎焊工艺中的焊接材料。
钎剂:
钎焊时使用的熔剂叫做钎剂,有膏状、粉状等。

2.钎剂的作用:
1)清除钎料和母材表面的氧化物;
2)改善液态钎料对焊件的润湿性;
3)保护焊件和液态钎料在钎焊过程中免于氧化。
3.钎剂需满足的条件:
1)具有足够的去除母材及钎料表面氧化物的能力;
2)钎剂的熔点及最低活性温度应低于钎料的熔点;
3)在钎焊温度下具有足够的润湿性;
4)钎剂的挥发物应当无毒性;
5)钎剂及其残渣对钎料及母材的腐蚀性要小且容易清除。
4.钎剂的分类:
1)软钎剂-在450℃以下进行钎焊所用的钎剂,可分为无机软钎剂和有机软钎剂。
a.无机软钎剂(腐蚀性软钎料)-组分为无机盐和无机酸,其具化学活性强,热稳定性好,能显著促进液态钎料对母材的润湿,但该钎剂的残渣具有强烈的腐蚀作用。
b.有机软钎剂(非腐蚀性软钎剂)-其化学活性比较弱,对母材几乎无腐蚀作用。
如松香、胺、有机卤化物等都属于非腐蚀性软钎剂。
2)硬钎剂-在450℃以上进行钎焊所用的焊剂,其粘度大、活性温度相当高,必须在800℃以上使用,并且钎剂残渣难于清除。
常用的硬钎剂是硼砂、硼酸及其混合物,在硼化物中加入碱金属和碱土金属的氟化物及氯化物,可以改善硼砂、硼酸钎剂的润湿能力,提高去除氧化物的能力,以及降低钎剂的熔化温度及活性温度。
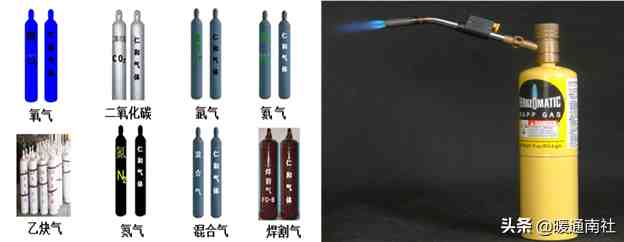
焊接用气体主要是指气体保护焊(二氧化碳气体保护焊、惰性气体保护焊)中所用的保护性气体和气焊、切割时用的气体。焊接时保护气体既是焊接区域的保护介质,也是产生电弧的气体介质;气焊和切割主要是依靠气体燃烧时产生的热量集中的高温火焰完成。
气体:
1.常用的保护气体:
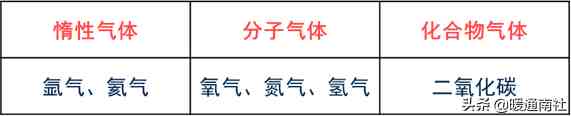
2.常用的气焊、切割用气体:
即助燃气体(O2)和可燃气体(乙炔C2H2)。
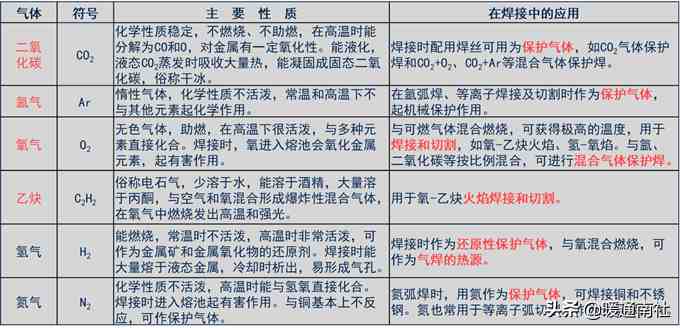
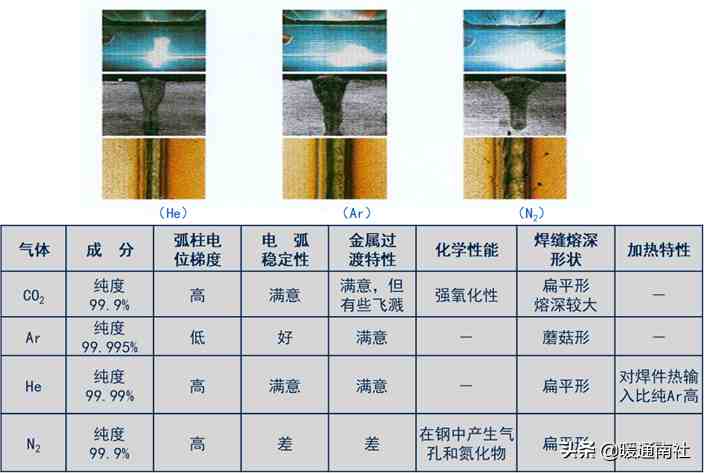
3.焊接常用气体的特性和用途:
4.混合气体在焊接中的应用:
1)Ar+ He:改善焊缝熔深,减少气孔,提高生产效率,适用于铜、铝及其合金以及钛、锆等金属。
2)Ar+H2:加入氢气可提高电弧温度,增加母材热量输入,可抑制CO气孔,该混合气为还原性气体,适用于镍及其合金,以及不锈钢管道。
3)Ar+N2:加入N2,电弧温度提高,加入少量N2可提高电弧刚度并改善焊缝成型,适用于有色金属铜、铝等有色金属的焊接。
4)Ar+O2:Ar+O2(低含量)氧气含量为1~5%,可改善溶液的润湿性,减少气孔,稳定电弧,适用于不锈钢(包括低碳钢和低合金钢的焊接)。
Ar+O2(高含量)氧气含量为20%左右,提高生产效率,减少气孔,提高焊缝的冲击韧性,适用于碳素钢和低合金结构钢。
5)Ar+CO2:电弧稳定、飞溅小,很容易获得轴向喷射过渡,焊缝成型较好,应用范围广(可用于喷射过渡也可用于短路过渡)。
6)Ar+CO2+O2:
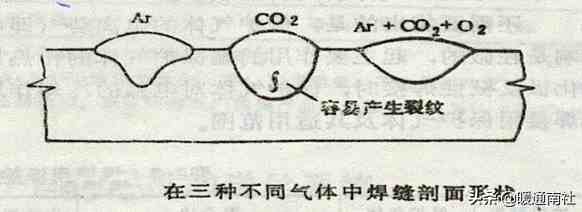
验证明,80% Ar+15%CO2+5%O2混合气体对于焊接低碳钢低合金钢是最佳的,无论焊缝成型,接头质量以及金属熔滴过渡和电弧稳定性方面都非常满意。
7)CO2+O2:熔敷速度高,熔深大,焊缝金属含氢量较低,能采用强规范(大电流)进行焊接,并且电弧稳定、飞溅很小。